高效複合動作塑膠射出成型機
EHIII 系列 (50 ~ 750 噸)
高效複合動作塑膠射出成型機的設計旨在滿足客戶對於降低生產成本、極大化產能以及實現高度產程穩定性的需求。這款射出機的射出單元和鎖模單元由雙液壓系統獨立控制,能夠同步計量和開模,以實現完美的生產時間調配。通過全面性的結構改良和系統升級,能夠顯著降低生產成本,縮短生產週期,並大幅提高產量。
機器核心特性
高效複合動作塑膠射出機的鎖模力為50 到750噸。搭配精密液壓迴路和工業電腦系統,高速射出裝置,完美呈現高效同步的機械動作。
射出機帶給您的利益
- 高效複合式機械動作可顯著縮短生產週期,提高產量。
- 快速輕鬆地集成到自動化生產設備中。
- 快速響應和精準度高。
- 機器維護成本低。
射出機的性能優勢
- FCD-600球墨鑄鐵加厚模板,達到600 ~ 750 N/mm²的高抗拉強度。在極高的射出壓力和速度下,仍可避免彎曲或變形,確保產品不會出現毛邊,提高產品良率。
- 射出機採用邏輯液壓控制,提高油路中液壓力的效率,以實現機械機器運行的高速和精確。通過高響應工業電腦計算每一個週期動作階段設定並驅動不同的元件,達成一個高重現性的生產週期。
- 高速射出裝置建立液壓蓄壓器來增壓注射,在射出前將蓄壓器加壓到160kg/cm²的壓力,射出過程中,這種輔助的壓力和流量將射出速度提高到360mm/s,很容易達到薄壁產品的生產條件。
應用領域
高效複合動作塑膠射出機適用於生產食品容器、一次性塑料餐具、塑料螺旋瓶蓋等產品。
- 影片
- 應用產品
 複合動作塑膠射出機可快速與自動化設備整合。
複合動作塑膠射出機可快速與自動化設備整合。 複合動作塑膠射出機應用於膜內貼標產業。
複合動作塑膠射出機應用於膜內貼標產業。 客製化塑膠射出機打造完美膜內貼標生產線。
客製化塑膠射出機打造完美膜內貼標生產線。 鑫禾提供膜內貼標射出成型解決方案。
鑫禾提供膜內貼標射出成型解決方案。
- 關聯產品

小型高速伺服節能塑膠射出成型機
EHIII-DS SERIES (50 ~ 140 噸)
小型高速節能塑膠射出成型機的鎖模力範圍介於50噸至140噸之間。搭載了博世力士樂伺服閥和力士樂射出控制器,擁有快速響應和即時反饋的優勢。此外,具備多級PID參數設定和控制功能,可以更精確地控制射出壓力、保壓和背壓。

小型高速塑膠射出成型機
EHIII SERIES (50 ~ 140 噸)
小型高速塑膠射出機的鎖模力範圍為50噸至140噸。它配備了高速伺服閥,能夠在搭配氮氣蓄壓的輔助下實現最高達360mm/sec的射出速度。透過伺服閥的控制,這款射出機能夠使用壓力和位置傳感器來即時偵測射出階段的實際狀況,然後回饋訊號進行調整,實現優越的閉迴路控制。這種精確的控制方式確保了射出、計量和保壓點的順暢轉換,確保每次的射出量保持一致,有效防止產品的溢料或短射現象。

中大型高速伺服節能塑膠射出成型機
EHIII-DS SERIES (180 ~ 750 噸)
高速節能塑膠射出成型機的鎖模力範圍為180噸至750噸,配備博世力士樂伺服閥和力士樂注塑工藝控制器。此機型具有快速響應和高應答的特點,支援多級PID控制功能,能夠準確調控射出壓力、保壓和背壓。

中大型高速塑膠射出成型機
EHIII系列 (180 ~ 750噸)
中大型高速塑膠射出成型機的鎖模力範圍為180噸至750噸,借助氮氣蓄壓輔助,可實現高達360mm/sec的射出速度。高速機型標配德國力士樂的高速伺服閥,它能透過壓力和位置傳感器監測實際環境狀況,並根據反饋信號進行調整,以實現精確的射出、計量和保壓轉換,確保每次射出的塑料量都相等,尤其對於生產薄壁產品來說,具有極大的優勢。

薄壁塑膠射出成型機
EHIII-DS 系列 (50 ~ 750 噸)
薄壁塑膠射出成型機提供了更全面的解決方案,以滿足薄壁塑料產品的生產需求。透過提高射出速度和穩定性,有效地避免產品出現短射或毛邊等問題,從而提升了產品的品質。薄壁塑膠射出成型機進行了控制元件的升級,實現更高的射出速度,確保射出的熔融塑料在凝固前能精確地達到每個模穴,從而減少產品短射的情況。
- 規格表
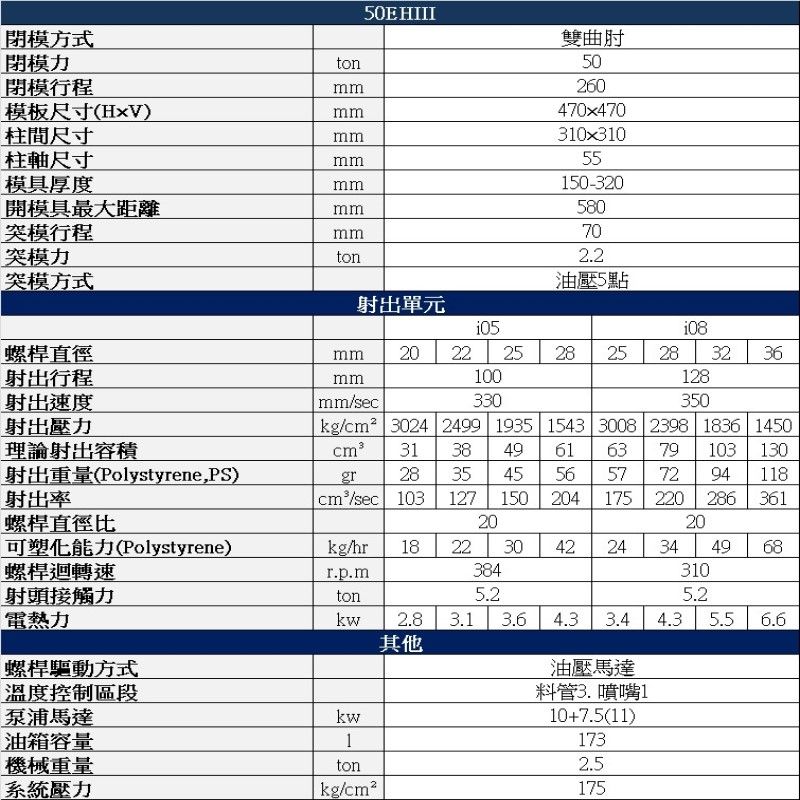
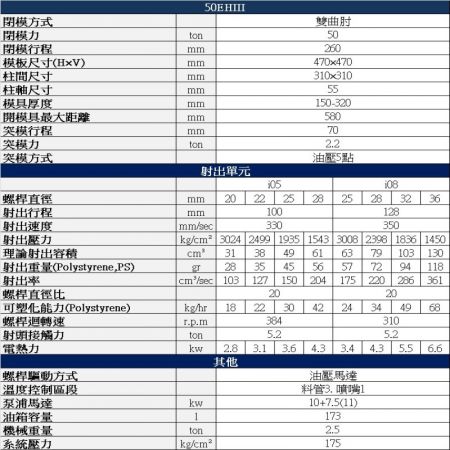 50噸 高速射出成型機規格表
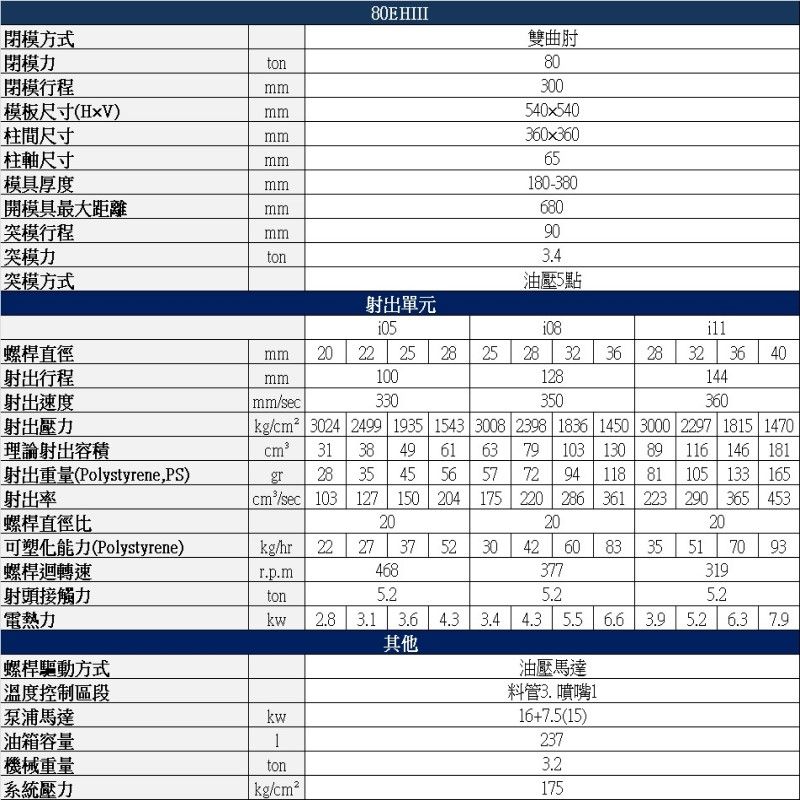
50噸 高速射出成型機規格表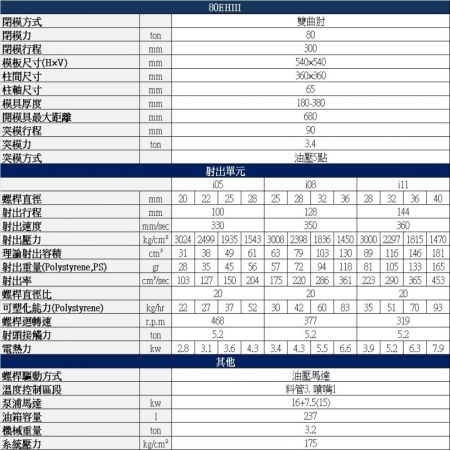 80噸 高速射出成型機規格表
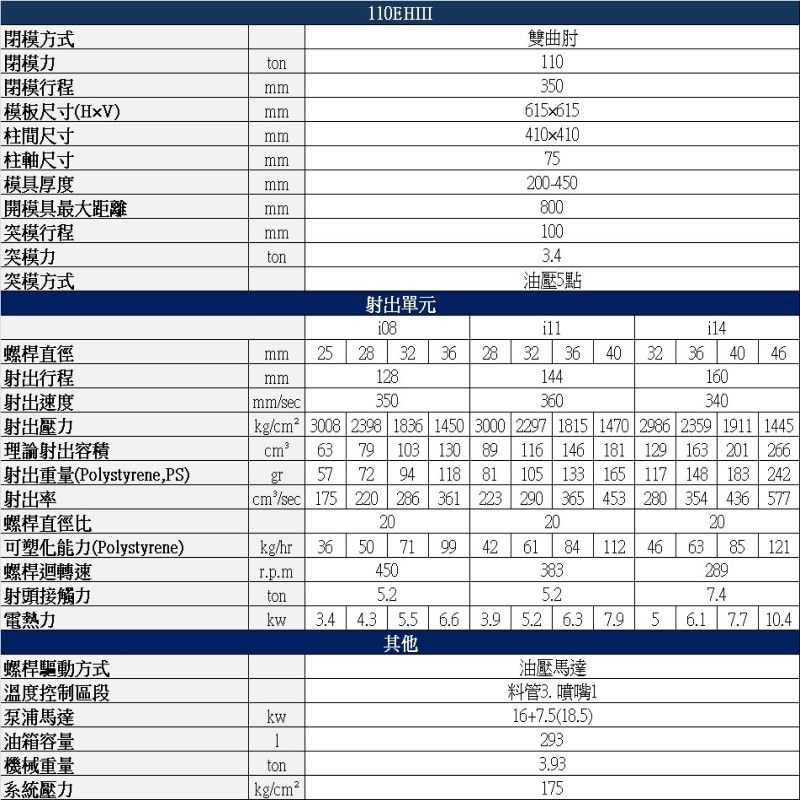
80噸 高速射出成型機規格表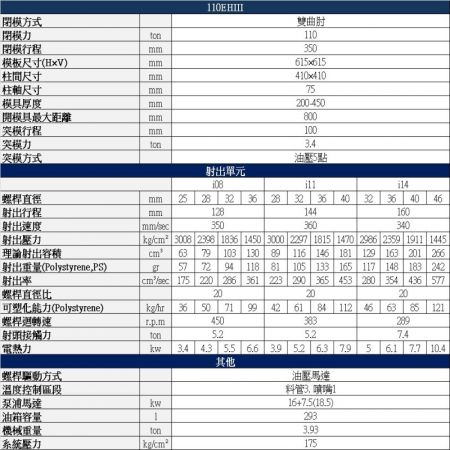 110噸 高速射出成型機規格表
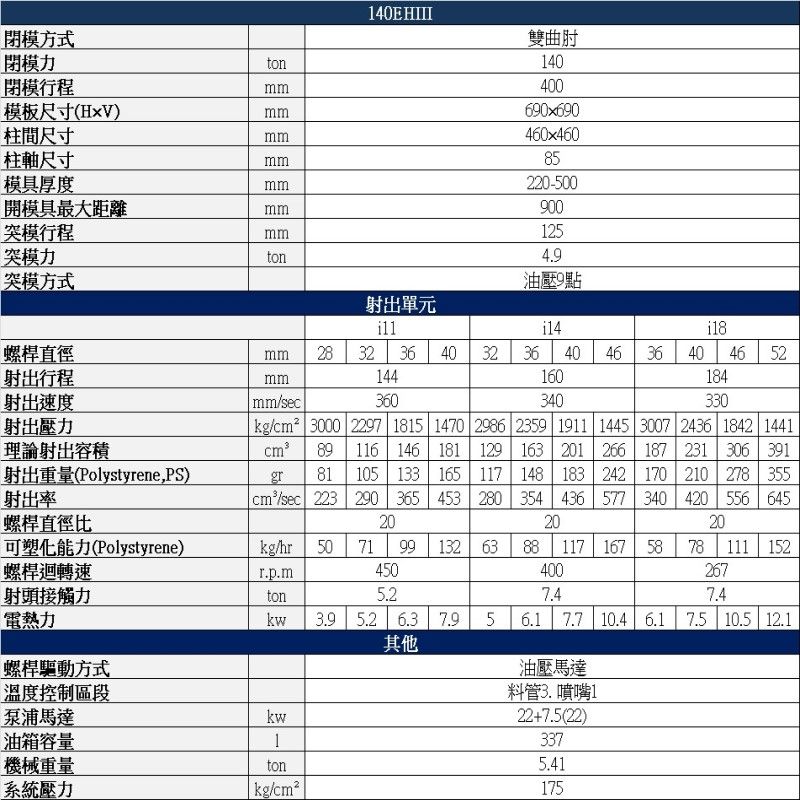
110噸 高速射出成型機規格表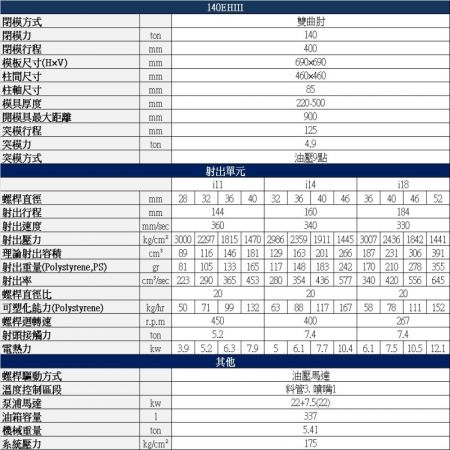 140噸 高速射出成型機規格表
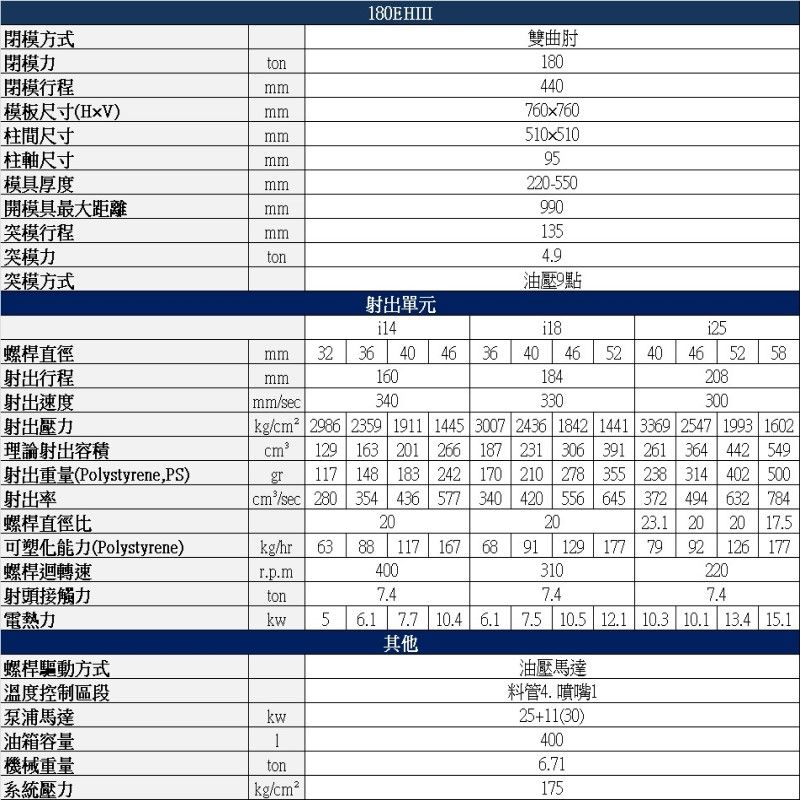
140噸 高速射出成型機規格表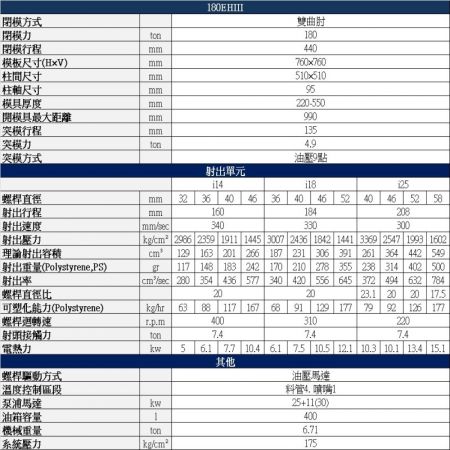 180噸 高速射出成型機規格表
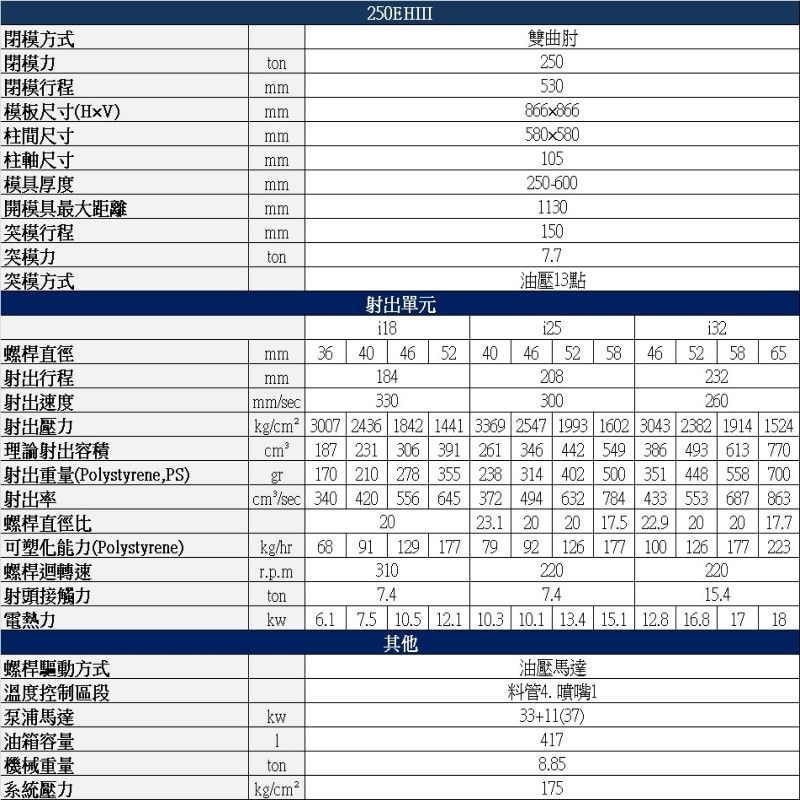
180噸 高速射出成型機規格表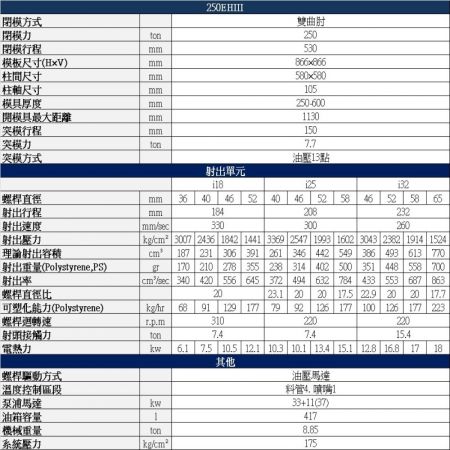 250噸 高速射出成型機規格表
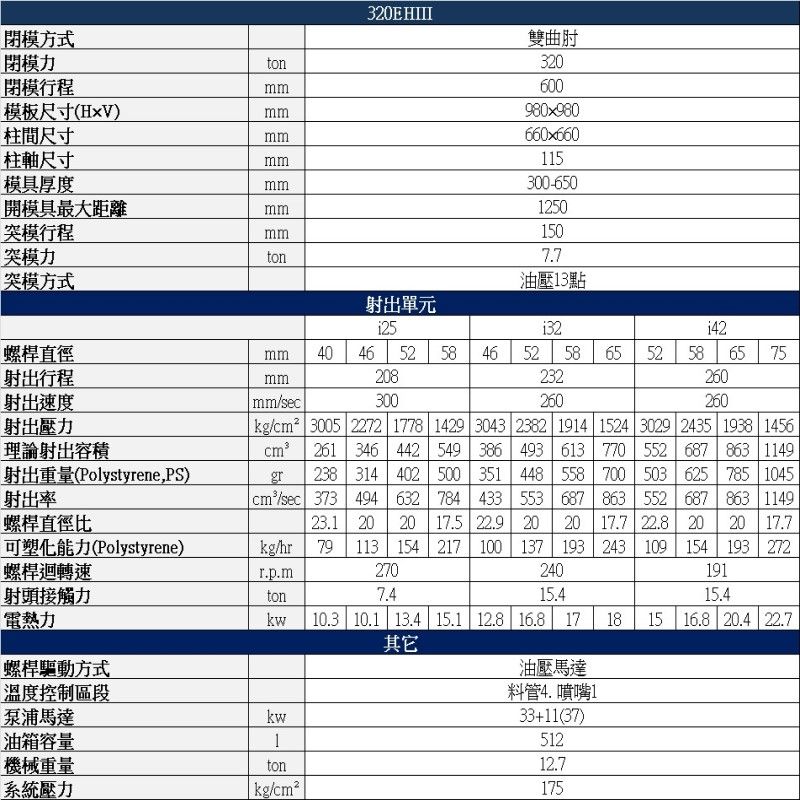
250噸 高速射出成型機規格表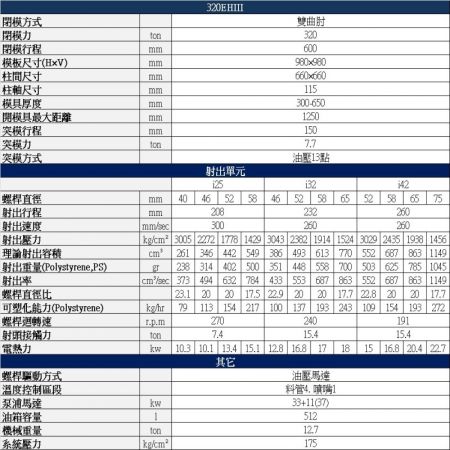 320噸 高速射出成型機規格表
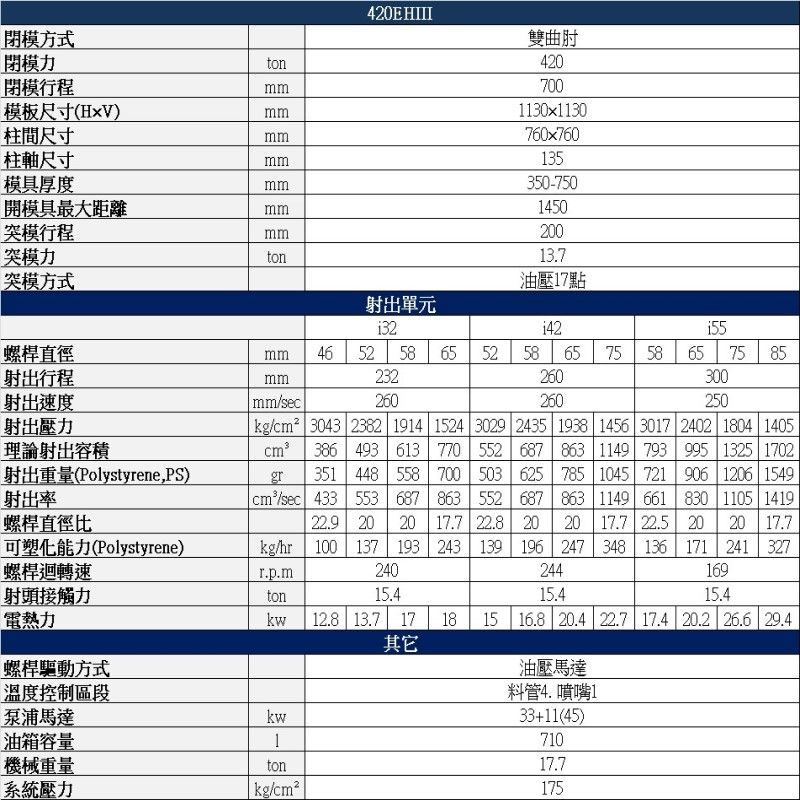
320噸 高速射出成型機規格表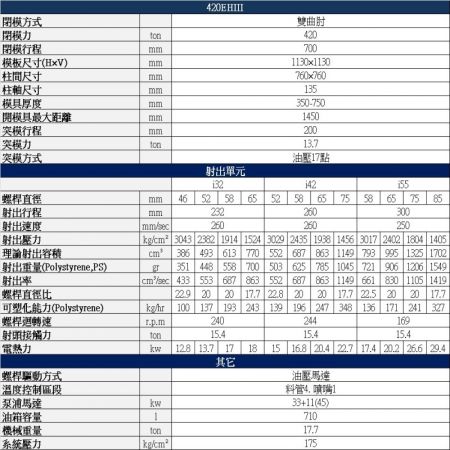 420噸 高速射出成型機規格表
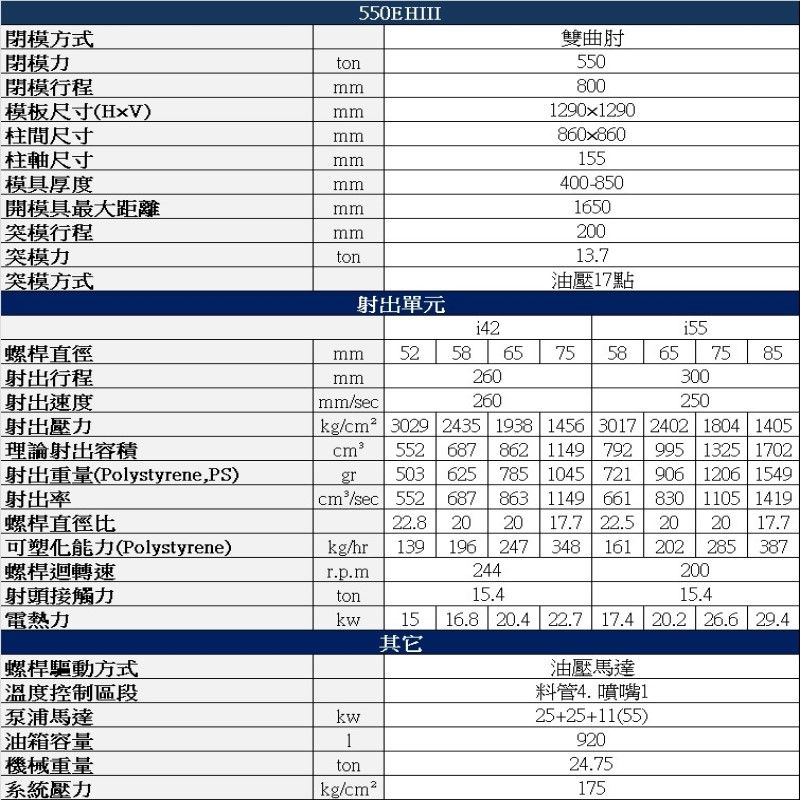
420噸 高速射出成型機規格表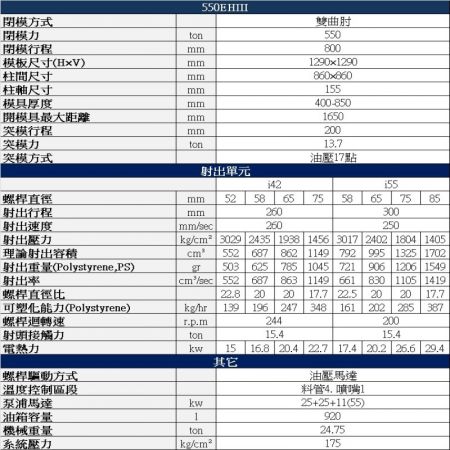 550噸 高速射出成型機規格表
550噸 高速射出成型機規格表